































第四回 技 術 と 方 法 1 活 字
組版とひと口に言いますが、文字を組む技術はひとつではありません。現状では、大きく分けて、活版、写真植字、DTP(パーソナルコンピュータとレイアウトソフトによる組版)の三種類があります。1990年代以降DTPに主力が移っていますが、単行本や文庫本など文字主体の出版物の場合まだまだ電算写植で組まれることも多く、また、かなり少なくなったとはいえ、活字もちゃんと現役で働いています。
活字は木や金属のボディを持つ実体です。写植はイメージ(像)ですが、文字盤というタネがあります。デジタルフォントになると、そのタネもなくなり、数の配列から出力機に応じて文字を実体化させます。
技術がさまざまなので、組み方もさまざまかといえばそうでもありません。産業として発達してきましたから、そうそう実験もできなかったのでしょう。活版で養った手法をまねるようにして、写植もDTPもその組版を培ってきました。
しかし、新しい技術に対する新しいデザイン技法が生まれていないわけではありません。植字技術と組版の方法は分かちがたく結びついています。
まずは、文字を組む出発点である活字の方法を見ていきましょう。
ふたつの
活字技術
1590年代、日本にふたつの活版印刷術がほぼ同時にやってきました。ひとつは、ヨーロッパからキリスト教布教とともにやってきたグーテンベルグ方式のもの。もうひとつは、秀吉の朝鮮侵攻(文禄・慶長の役)の際、加藤清正らが書物や印刷道具類と共に朝鮮から持ち帰ってきたものです。当時の朝鮮は活字先進国で、1400年ごろにはグーテンベルクに先駆け金属活字(李朝銅活字)を鋳造、すでにたくさんの公刊物を活字で印刷していました。
朝鮮から持ち帰った活字は後陽成天皇に献上され、1593年(文禄二)には勅命で『古文孝教(こぶんこうきょう)』が印刷されたと伝えられています。(『時慶記』時慶研究会編、本願寺出版社、2001年)
長い戦乱の末、秀吉のあとに天下を取った家康は、武力による制圧ではなく文治による政治的統治をめざして印刷や出版に力を注ぎます。李朝活字の影響の下、活字の制作を命じ、伏見版木活字による『孔子家語(こうしけご)』(1599年・慶長四)、駿河版銅活字による『大蔵一覧集』(1624年・慶長20)などを刊行しました。
もう一方のグーテンベルグ方式の活版印刷は、1590年(天正18)にイエズス会の宣教師アレッサンドロ・ヴァリニャーノが主導して、天正遣欧少年使節(てんしょうけんおうしょうねんしせつ)がリスボンから活版印刷機を携えて帰ってきたときにはじまります。この年から、1614年(慶長19)のキリスト教禁止令までの約25年間に、主にイエズス会によって刊行された印刷物のことを「キリシタン版」といい、東アジアで最初に西洋印刷術によってつくられた刊行物として貴重な資料となっています。島原(加津佐)、天草、長崎などに地を移しながら印刊され、最初はローマ字で書かれた教義書が主でしたが、のちに平仮名やカタカナを使用した一般書もつくられました。
この時代の活字を古活字といい、16世紀末から約50年間に刊行された活字本を古活字本といいます。

李朝朝鮮の銅活字
(ミズノプリンティングミュージアム蔵)

駿河版銅活字
李朝活字に倣って日本ではじめて鋳造された金属活字
(印刷博物館蔵・重要文化財)
技術から
生まれる
かたち
ふたつの活字印刷には全く違う技術が使われています。もちろん、可動式の文字をその間隔を決めながら並べていくとういうタイポグラフィの大原則からは外れるものではありません。しかし、技術が違えば方法が異なり、刷り上がった印字面も違うものになります。
朝鮮伝来の方法は、ベースとなる木製の摺板に輪郭線(カコミ罫)と罫線を取りつけ、罫と罫の間の溝に活字を並べます。罫がスリットとなるわけです。多くの場合、版の真ん中(版心)に題名(柱刻題)とノンブル(丁付け)を記す柱刻がつきます。今でもページの隅に記した書名や章題を「柱」とよぶのは、版心つまり製本の折り目にあたるところに柱のような帯を通し、そこにタイトル(柱刻題)を記した、袋とじ製本の様式から来ています。
工程は文選から植字へと進み、校合(校正)を経て組み上がったものをそのまま摺版として用います。文字面にインキ(墨に膠や松脂などを混ぜたもの)をつけ、湿らせた紙をのせて、バレンなどの摺具で摺りとります。
文字がくっきりと摺れるように罫線は活字より若干低くつくられていますが、ほとんどの場合、罫線もいっしょに摺られることになります。しかし、カスレやカケが頻繁に見られることから、意匠として施したものではなく、あくまでスリットが文字といっしょに摺り込まれたものだと考えられます。それは、技術がつくりだしたスタイルだと言ってもいいでしょう。
一方、グーテンベルク方式の印刷術は、スティック状の活字を文字通り"組み上げて"いきます。文字や行の間にクワタやインテルといった込めものを挟み、字間や行間を調整します。そうして組み上げられた結果、矩形に納められ、枠木で周囲を固定し木綿糸(くくり糸)で縛ります。これで、版面ができあがります。できあがった版面は、印刷機に組み込むため、枠(チェース)に締め木や締め金などで固定します。
ここで、少し言葉の説明をしておきます。
「込めもの」とは、余白をつくるための道具です。連載の第一回目に《中でも重要なのが、字間、行間、段間、版面のアキなどのスペースを決める作業でしょう。組版とは間をつくることである、と言ってもいいすぎではないぐらいです》
と、書きましたが、まさにその「間(ま)」をつくるのが「込めもの」の役目です。
「クワタ(quad)」は、全角より大きな字間をつくるためのものです。全角、二倍、三倍と、整数倍の寸法を持ちます。反対に全角より小さいものが「スペース(space)」です。二分、三分、四分…とあり、それぞれ、二分の一、三分の一、四分の一といった整数分の一のサイズです。調整用のごく薄いものもあり、紙の厚みに例えて「ハガキ」などとよばれています。
「インテル(Interline, leads)」は行間をつくる込めもので、金属製のものと木製のものがあります。明治期、一般に使われる本文サイズが五号であったことから、五号全角、五号二分など、五号を基準にしたものが多いようです。一番薄い五号八分のインテルは「トタン」とよばれています。亜鉛製が多かったため、亜鉛のトタン板から来たのでしょう。聞き慣れない名前が多いと思いますが、ほとんどは英語の訛り(カッコ書き参照)か、洒落によるスラングです。
1600年ごろの西洋印刷術がどこまでシステムとして完成していたのかは定かではありませんが、手順としては大差ないものと思われます。ようは、矩形にがっちりと組み上げるために、基準値の整数倍、整数分の一で要素を構成することがもっとも合理的な方法だということです。また、解版後の再使用や汎用性から考えても、規格化が有効に働くでしょう。
正方形のボディを基本とする漢文組みでは文字サイズが基準値となり、文字固有の左右幅を持つアルファベットにはem(エム)という基準値があります。また、文字を設計する際にはユニットとよばれる規格を設け、文字ごとにユニット数で字幅を決めていきます。
グーテンベルク方式の場合、全ての文字や記号は、原則として、基準値を単位としたXY座標上に位置を持つことになります。そして、その座標がレイアウトのフォーマットにもなり、誌面を構成するベースになっていくのです。
スリットに文字をはめ込んでいく朝鮮伝来の手法は、線状に文字を流し込み、時間順次の読書経験をつくります。しかし、座標系をつくるグーテンベルク方式では、二次元の視覚表現を生むことができます。そこにはレイアウトの可能性が内包されているのです。
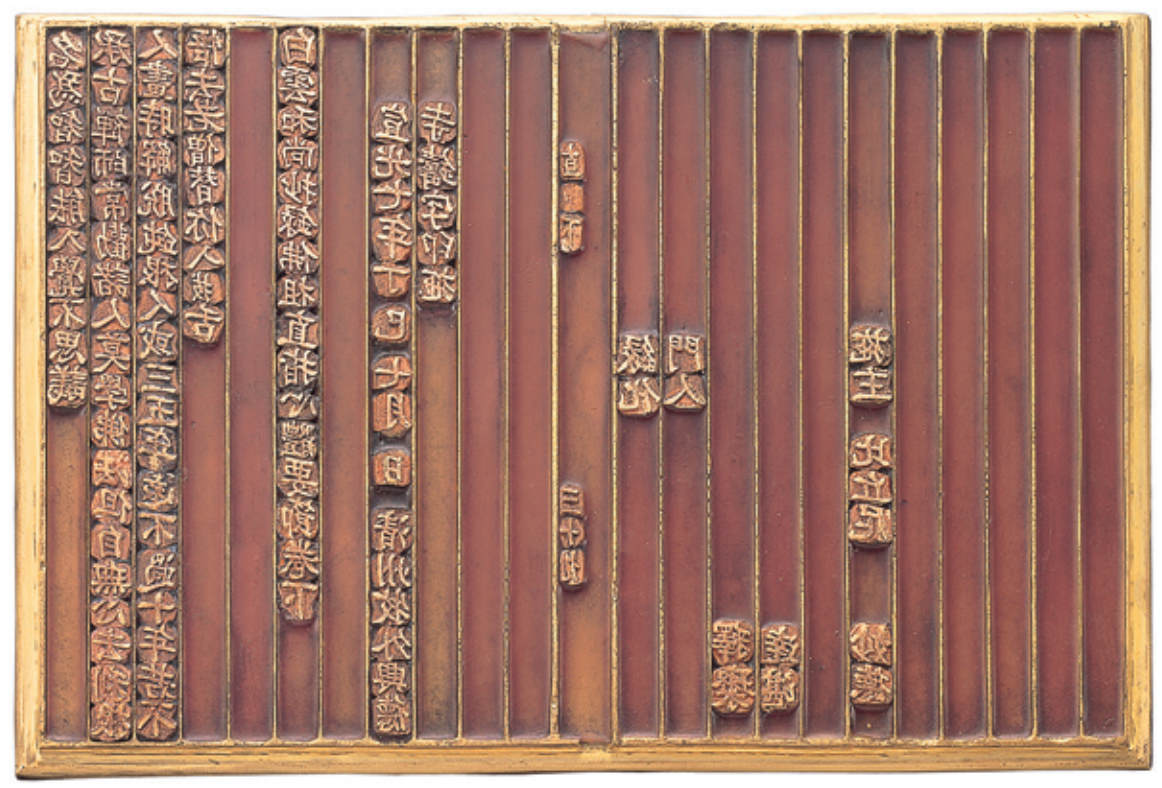
現存する最古の金属活字本
『白雲和尚抄録仏祖直指心体要節』の組版想定復元
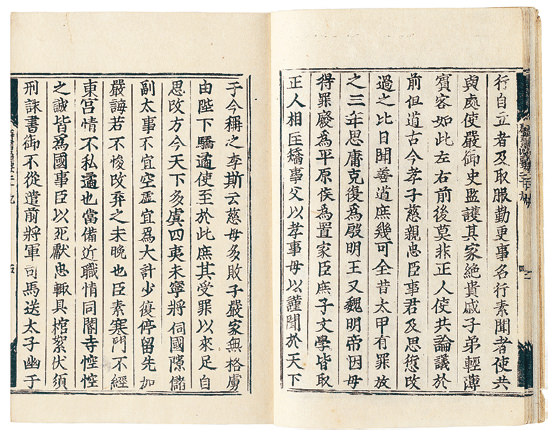
古活字版
駿河版銅活字によって刷られた『群書治要』(印刷博物館蔵)
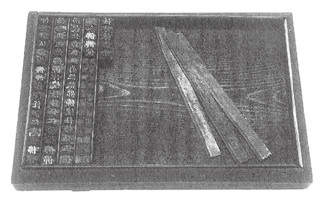
駿河版の摺板と罫線
(重要文化財)
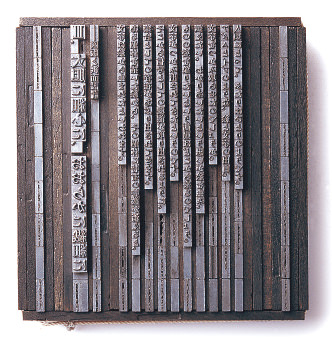
グーテンベルク式から発達した現代の活字組版
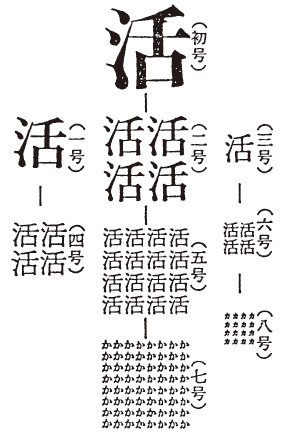
活字の単位
活字の単位には、日本独自の「号」と、ヨーロッパやアメリカで使われていた「ポイント」がある。ポイントのサイズは地域によって若干の違いがあったが、現在DTPで使われている。ポイントは、72分の1インチぴったりに定められている。図は号活字のシステム。数理的に組み立てられていることがわかる。
嵯峨本と
活字
まずは、図版を見てください。一見、達筆な書写に見えるこの文字は、1600年ごろにつくられた木活字です。しかも字送りは均等ピッチ。見ていただいてわかるように、流麗な連綿体(つづけ字)ですから、近代の漢文組みの均等ピッチではありません。グーテンベルク式の活字組版における合理的な文字組みを実現するための均等ピッチなのです。
図版は『伊勢物語』の印影本(印刷面のみをモノクロで複製したもの)からの抜粋で、底本は1608年(慶長13)に刊行された国立公文書館所蔵の第一種嵯峨本です。嵯峨本とは、主に慶長年間(1596~1615)に、角倉素庵(すみのくらそあん)によって刊行された書籍の総称で、角倉の拠点である京都嵯峨にちなんで嵯峨本とよばれています。
素庵の父、角倉了以(りょうい)は、土木事業や海外貿易で巨万の財を築きあげた、京の三長者に数えられる豪商です。長男である素庵も、父から事業を引き継いで海外貿易を行なっていましたので、そのときにヨーロッパの活字印刷にふれる機会があったのかも知れません。また、キリシタン版からの影響があったとも考えられます。素庵は、生粋の京(みやこ)の上層町衆であり、儒学を藤原惺窩や林羅山に学んだインテリです。自由闊達な時代の空気のなか、「出版」という新しいメディア、「活字」という新しいテクノロジーに心惹かれたことは間違いありません。
素庵は書の師でもある本阿弥光悦に活字の下書きを頼んだといわれ、嵯峨本の連綿木活字を光悦流ともよびます。中でも第一種本と分類されるものは、異本、別版が多い嵯峨本にあって、光悦の書風を良く伝えるもの、つまり、版下から直に彫られた活字で刷られたものだろうと推測されています。
公刊物に等しい駿河版や伏見版とは違って、民間出版ゆえの悲しさか、嵯峨本は活字どころか文献資料すら残っていません。しかし、2005~6年の鈴木広光氏らの研究(「嵯峨本の印刷技法の解明とビジュアル的復元による仮想組版の試み」)において、CGによる組版想定図がつくられ、クワタやインテルの使用も確認されました。
活字制作については、版下として書かれそれを切り離していったとする説と、活字のコマごとに文字を書いて写し刻んでいったという説があります。前後の文字と無関係に連綿の仮名は書けないのではないかと考え、私は長く前者を想像していましたが、可動式の文字の汎用性ということを考えれば、後者の方が理にかなっています。欧文活字のように、プロポーショナルという選択肢もあったはずですが(そしてその方が、書に沿った表現ができるはずですが)、それをしなかったことを考えれば、"新しい技術"から"新しいかたち"を生み出したいという思いが強かったのでしょう。活字の特徴をより引き出すことができる後者に軍配が上がるのかも知れません。
活字は全角で一文字づつのものだけではなく、二文字、三文字と連刻の活字もつくられました。その場合も、二倍角、三倍角、四倍角と整数倍であることが守られています。たとえば「し」という字のように一文字を長く伸ばして書く場合も同様です。ひらがなの特徴である"くずし"や"ゆらぎ"と数理的なリズムが同居する嵯峨本独特の美しさは、均等ピッチという活字技術の制約が生んだものといえます。
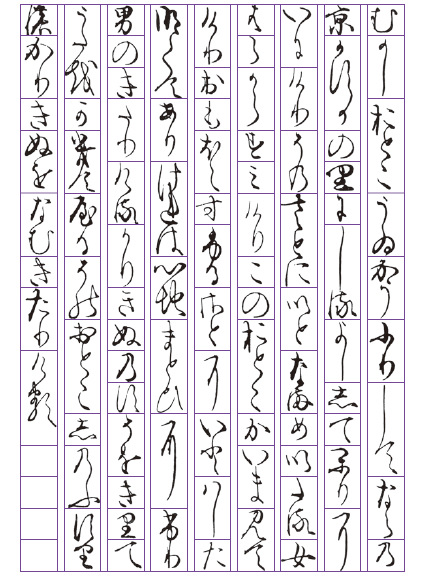
嵯峨本活字版想定図
第一種嵯峨本『伊勢物語』の一ページに、活字のボディを想定したグリッドを示した。
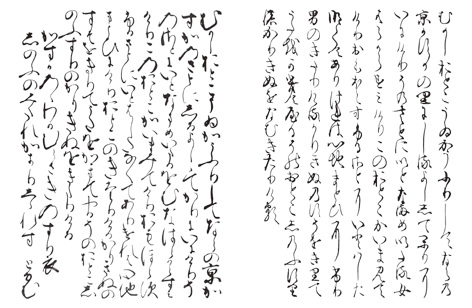
活字本と写本の比較
『伊勢物語』の一節を嵯峨本と写本で比較すると、流麗に見えた嵯峨本にも、近代活字と同じ活字独特のリズムがあることがわかる。
近代活字
という技術
東アジアの印刷と西洋印刷術の一番の違いは、印刷工程に機械を用いるか否かです。嵯峨本も組版はグーテンベルグ方式ですが、印刷はバレン(摺具)を使って手で摺っていたものと思われます。したがって、表記も「刷る」ではなく「摺る」と書くのが正しいのです。
活版印刷機は、ワイン製造のためのブドウ絞り器を改造したものがはじまりで、版を圧(お)すことでインクを紙に付着させます。この"圧して刷る"という方法によっておこる紙のへこみや文字のエッジ部分のインキの溜まり(マージナルゾーン)などのディティールは、多くの活字ファンを魅了しています。
ヨーロッパでは活字と印刷機が結びついたことで活版印刷が普及しますが、日本では、古活字の時代がおおよそ50年間続いたのち、整版とよばれる木版印刷に戻ることになります。しかし、錦絵の誕生から多色刷り印刷が発達し、江戸後期には世界にも類を見ない出版文化が花開きました。一方、ヨーロッパでは、活版印刷の仕組みが多色刷りには向かず、カラー印刷の普及は、19世紀末の石版印刷の成熟まで待たねばなりませんでした。しかしその分、書体デザインやタイポグラフィが発達したわけです。
そのヨーロッパの活版技術がふたたび日本にやってきたのは、江戸時代が終わろうとしているころでした。ウィリアム・ギャンブルと本木昌造による近代活字伝来の物語りや、築地体、秀英体といった明治期の書体の話は、各所で語られていますのでここでは省きます。先にも述べましたが、西洋印刷術の特徴は機械を使って刷ることです。そこで、機械化とタイポグラフィの関係について少し考えてみたいと思います。
印刷機はその発明から300年以上の間、ほとんど改良されず使われていました。ぼくは実際に初期型の手動印刷機で刷らせてもらったことがありますが、かなり力をかけないと思うような印字結果は得られず、とても大量の印刷物を刷れるようなしろものではありませんでした。
動力を用いた印刷機が稼働しはじめたのは、19世紀初頭のことです。タイムズ社が1814年11月29日付の新聞の社告に、その号が蒸気印刷機で刷られたことを記しており、この印刷機は、1時間あたり1100枚、これまで24人の印刷工が半日かかって刷っていた量をわずか30分で刷り上げたと書かれています。情報の大量生産時代の幕開けです。
組版も当然機械による自動化が行なわれます。1886年にはライノタイプ社が活字自動鋳植機を発明。トルバート・ランストン(Tolbert Lanston)が87年から開発していたモノタイプ(欧文単字自動鋳植機)を92年に完成させます。
自動鋳植機とは、活字の鋳造と植字を同時に行なう機械で、ライノタイプはワード間隔を調整し左右揃えにして一行ごとに鋳込みますが、モノタイプは一本ずつ鋳込んで組版します。鍵盤から文字コードをテープに鑽孔し、そのテープを読み取り機(キャスター)にかけて、一本ずつ母型を選んで鋳造し版を組みます。
日本では、戦後このモノタイプ方式が普及し、60年代後半には全自動の邦文モノタイプが一般の工場でも使われるようになりました。解版(版を解いて活字をばらすこと)せずに、そのまま活字を溶かして使う方法が定着したのもこのころのことです。
比較する資料に乏しいのが残念なのですが、自動化が進んだ大きな印刷工場と手動に頼らざるを得ない中小の印刷所とでは、組版への取り組み方が違ったに相違ありません。一方は生産性を重視し、もう一方は工芸的なアプローチにならざるを得なかったのではないでしょうか。今の趣味的な活版印刷の流れは、このころに芽吹いたのかも知れません。
日本語は、グーテンベルク方式の特性から、また漢文優位の文化的背景から、正方形のボディの活字による均等ピッチの組版がスタンダードとなりました。中でも、より大量生産で効果を発揮する、誰が組んでも(機械が組んでも)同じ仕上りになる「べた組み」が重宝されるようになりました。それは、工業としての活字組版が生んだ方法なのですが、この合理性が、次の技術である「写植」を生む大きな助けとなっていくのです。
2008.1.22 (第四回 了)
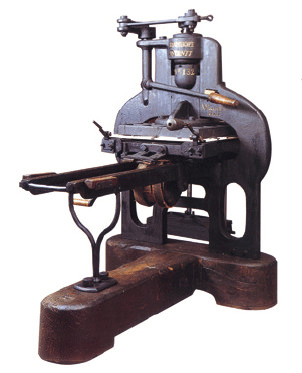
平圧式手引き印刷機
1816年製の鉄製の印刷機。18世紀末まではグーテンベルクの時代と同じ木製の機械を使っていた
(ミズノプリンティングミュージアム蔵)

全自動モノタイプの鑽孔紙テープ(上)と
文選後、鋳込まれた活字(下)